外径は下から上に押し上げる形で抜き、絞りは抜きダイの中に内蔵した絞りパンチを下ろす。この組み合わせで抜き工程と絞り工程を1つにしています。
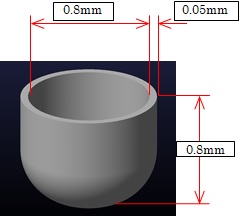

この加工において、プレスストロークが下がっても絞りダイとシワ押さえの隙間(0.1mm、材料が入ると0.05mm)が一定になる構造としています。
これを定隙間と呼びます。隙間が板厚(0.05mm)より大きくなるとシワになり、隙間が少ないと切れる場合があります。
そのため、スライド繰り返し精度の高精度が必要となります。
![]()
外径は下から上に押し上げる形で抜き、絞りは抜きダイの中に内蔵した絞りパンチを下ろす。この組み合わせで抜き工程と絞り工程を1つにしています。
この加工において、プレスストロークが下がっても絞りダイとシワ押さえの隙間(0.1mm、材料が入ると0.05mm)が一定になる構造としています。
これを定隙間と呼びます。隙間が板厚(0.05mm)より大きくなるとシワになり、隙間が少ないと切れる場合があります。
そのため、スライド繰り返し精度の高精度が必要となります。
CONTACT
製品の見積もり依頼から技術的な相談、資料請求などお気軽にお問い合わせください