ここでは、弊社製卓上スクリュープレス機の特色のひとつ「振動加工」について解説いたします。
1)振動加工の仕組み
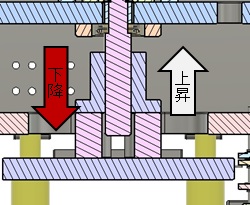
振動加工とは、スライドの微細な上下動のサイクルを高速で繰り返しながら行う特殊なプレス加工です。
具体的には、スクリュープレス機のボールネジを、高速で正転逆転を繰り返させます。これにより、スクリュープレス機のスライドとそれに合致させた金型は高速で上下動を繰り返すことになります。
※振動加工時の上下幅はユーザーが振動上昇量と振動下降量(下図赤点線部)を入力することで、任意で設定できます。(両者の差分値が上下幅になります)
2)振動加工の効果
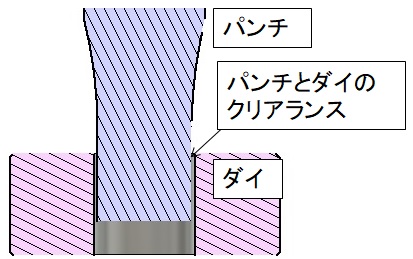
抜き加工に際し、ダイとパンチのクリアランスが適正値より小さい金型を強引に使用すると、金型への食いつきやパンチ刃先のチッピングといった金型の破損を招きます。
そのため、クリアランスを過小にすることは原則として避けられますが、一方で、製品に発生するダレやバリそのものは、通常の抜き加工時よりも小さくなるという特徴もあります。
この特徴を利用し、あえてダイとパンチのクリアランスを適正値より小さくした金型を使用する加工法としてファインブランキング加工が知られています。しかしこれは、特殊性の高い金型を必要とします。
振動加工は、通常の金型で、このファインブランキングと同等の加工精度を出すために考案されました。
材料に二次せん断面が発生する前にパンチをごく僅かに上昇させ、再度下降させる。この微細な上下動を繰り返して抜き加工を完了させますと、断面はファインブランキング加工と同様にオールせん断面化します。
さらに、樹脂製薄板材のように柔らかすぎて加工精度を出しにくい材料への精密抜き加工や、バリ、ダレ極小化に伴い板厚の半分以下の幅の抜き加工、通常よりも低い加圧力での鍛造加工なども行えます。
3)振動加工の事例
振動鍛造
板厚1mmのステンレス鋼に対して1/2鍛造加工を実施。
通常の鍛造加工で写真の形状にするには100tの加圧力が必要なところを、1/10の加圧力で成功。

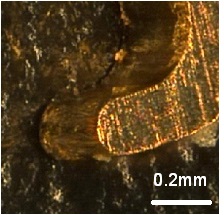
振動抜き加工
ベリリューム銅に対して通常よりパンチとダイ穴のクリアランスを通常より小さい金型にて実施。(加圧力3t)
前述した通り、二次せん断面発生前にスライドを0.02mm上昇させ、再度0.03mm下降させる振動動作を完全に抜き落とすまで実施した結果、バリ・ダレの極小化とオールせん断面化に成功。
また、板厚の半分以下の幅の抜き加工にも成功したことを確認。
4)振動抜き加工の種類
弊社製スクリュープレス機による振動加工動作には3つの種類があります。

振動 位置
プレス機タッチパネルシーケンサで指定した位置にスライドが到達するまで振動動作を続けます。
振動 タイマー
プレス機タッチパネルシーケンサで設定した時間だけ振動動作を続けます。
振動 回数
プレス機タッチパネルシーケンサで指定した回数だけ振動上下動作を行います。
プレス設定画面より動作モード設定ウィンドウを開き、用途や加工内容に応じて選択しタッチしてください。