Corporate Profile
Corporate philosophy
- Maintain compliance and contribute to society.
- Provide highly skilled engineers with rewarding and satisfying careers.
- Engage with difficult technology, and contribute to our industry.
- Pass advanced skills along to the next generation.
Company overview
| Name | LLC) Micro Fabrication Laboratory |
| Location | 〒192-0051 Tokyo, Hachioji-shi, Motohongo-cho 1-5-17, Motohongo Residence 1F |
| Phone | 042-686-2924 |
| FAX | 042-686-2954 |
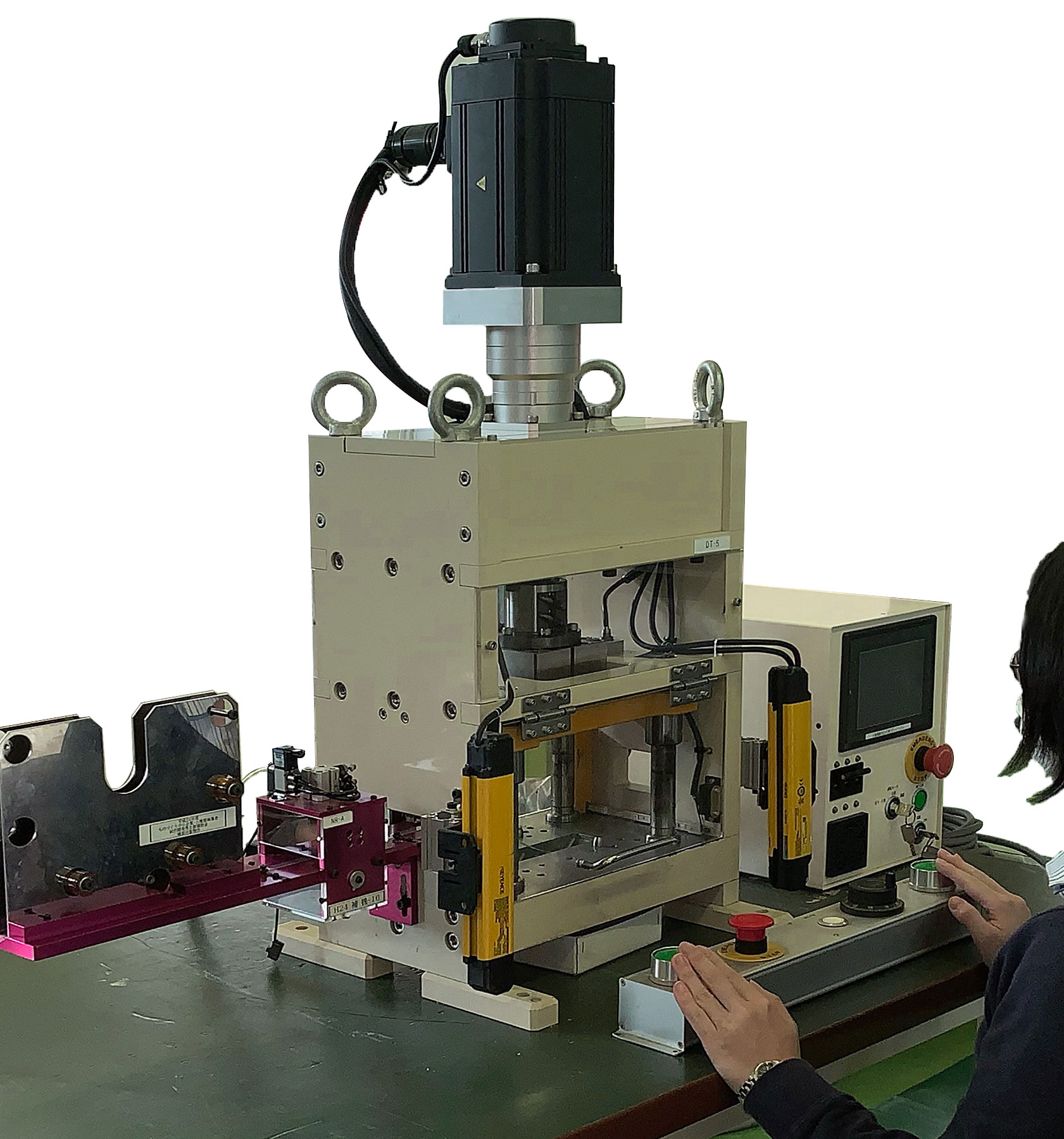
Tabletop Presses
Made-to-order products from Micro Fabrication Laboratory
Our products are made-to-order.
We start by asking how the product will be used and what it should look like. We then consider an appropriate layout, and finally design and manufacture the optimal die or press for your situation.
Thinking of getting started in the press working industry? Switching production over to press working? Conducting a difficult plastic forming experiment?
Contact us first! We will be glad to help.


Special Precision Dies
Our dies are used by a wide range of customers, from universities and research institutions conducting difficult plastic forming research, to precision component manufacturers looking to reduce costs or switch production methods.
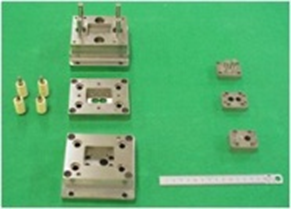
Compact special precision progressive dies
The precision progressive die shown in the photo is small enough to fit in your hands.
It is suitable for applications ranging from in-line production of small precision components (within φ20 mm, with a machining accuracy of ±0.01 mm), to difficult plastic forming experiments.
We can also design and manufacture dies that can be mounted to our tabletop precision presses.
* The photo depicts a die (progressive) for use in precision plastic forming experiments
・Body external dimensions (for product in photo): Approx. 120 mm × 100 mm
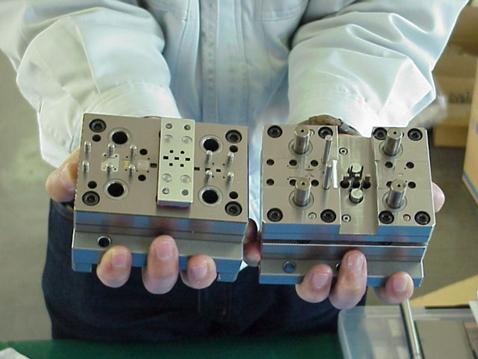
Cassette dies
This is a set consisting of a mother die and cassette die.
One benefit of this type of product is that only the cassette die needs to be fabricated when changing the design or performing a different type of machining. This can significantly reduce die costs for applications such as high-mix small-lot production or experimental work.
We can also design and manufacture dies that can be mounted to our tabletop precision presses.
* Cassette die example (mother die on left, progressive cassette die on right)
・Mother die external dimensions (for product in photo): Approx. 100 mm × 100 mm
Precision Press Working
Since our founding, we have continued to support difficult high-precision plastic forming experiments and develop equipment for enhanced convenience. This page introduces just some of what we have accomplished.
* Unauthorized reprinting or reproduction prohibited
Precision progressive dies
Micro Fabrication Laboratory designs and manufactures progressive dies that are compact yet capable of precise progressive machining.
Our technology has played a significant role in allowing our customers to switch over to press working or transition to in-line mass production.
{kind=link}
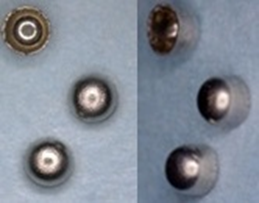
Micro cup blanking and drawing
*Sample dimensions
- Material: SUS304CSP-1/2H or pure titanium (Grade 1), 0.05 mm thick
Inside diameter: φ0.8 mm, height 0.8 mm - Machine used: Micro Fabrication Laboratory tabletop precision screw press 30 KN specification
- Die: Blanking and drawing die (ultrafine particle carbide die material)
- Production method: Automatic machining
Machining conditions:
- Stroke length = 15 mm Speed = 60 spm
- Unlubricated
- Blanking and drawing are performed simultaneously and the material is then dropped
- Blank diameter = φ1.6 mm
- Drawing punch diameter = φ0.8 mm, tip radius 0.3 mm
- Drawing die diameter = φ0.95 mm, shoulder radius 0.3 mm
Vibration blanking
High-speed micro vibration blanking is a type of machining where a cycle consisting of dropping the screw press slide 0.03 mm and then returning it 0.02 mm is repeated (in other words, the slide is dropped 0.01 mm at a time while repeating subtle vertical movements at high speed).
We conducted an experiment to determine whether a normal blanking die could obtain the same machining accuracy and shear surface as fine blanking (FB), with minimal burring. The punch and die clearance was purposely made smaller than normal, and the slide was raised and then dropped a small distance repeatedly at high speed prior to the secondary shear surface forming. The results of the experiment showed that drooping and burring were minimized, cut surfaces were all sheared, and blanking at a width of half or less the board thickness was possible.
- Material: Beryllium copper
- Machine used: Tabletop precision screw press (30 KN specification)
- Die: Simple cassette die (ultrafine particle carbide die material)
- Production method: Automatic machining
Machining conditions:
- Stroke length = 15 mm
- Speed = 60 spm
- Unlubricated
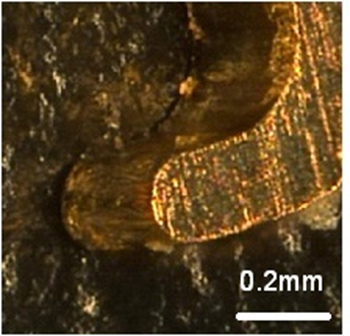
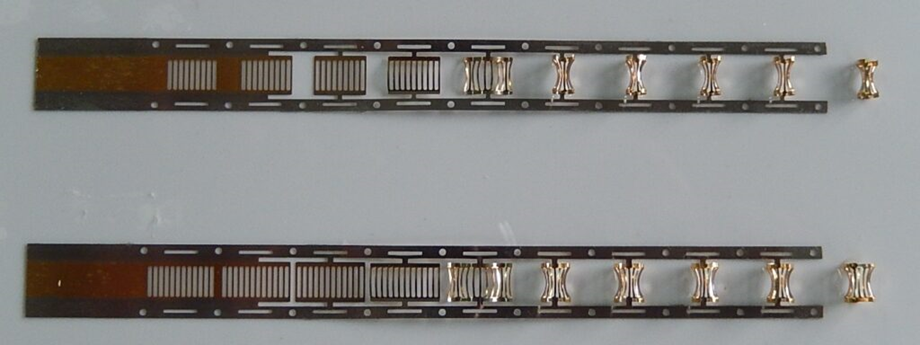
Micro component in-die assembly
Micro sheet metal components are so small that it can be difficult to assemble them by hand. This technology can be used to assemble these components inside the die, reducing assembly time/costs and allowing for uniform product accuracy.
Although this technology is also compatible with certain larger products, it is especially effective in fabricating precision micro devices (including MEMS) and was therefore selected for the “Strategic Core Technology Advancement Program” during fiscal years 2003 through 2005.

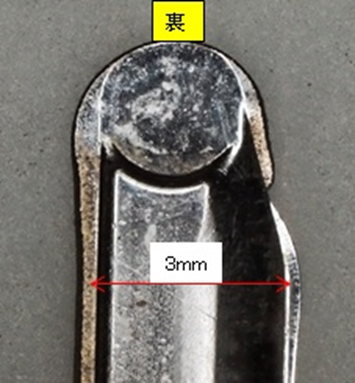
The puppet shown above was fabricated during an experiment using this technology.

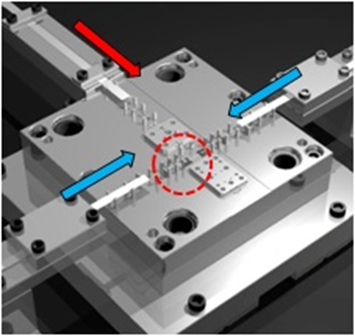
The entire process has been completely automated, from advancing the blanking process while feeding material in three directions from the left/right (blue arrows in the illustration) and back (red arrow), up to assembling the part in the center, and dropping the skeleton.
- Material: SUS304CSP-1/2H
Thickness: Body 0.2 mm, puppet 0.1 mm - Machine used: Tabletop screw press 50 KN
Feeders (3) - Die: Progressive die (ultrafine particle carbide die material)
- Production method: Automatic machining
Machining conditions:
- Stroke length = 15 mm
- Speed = 60 spm
- Unlubricated
- Body material: Supplied from back (red arrow)
- Puppet: Supplied from left/right (blue arrows)
Die changer system for high-mix low-volume production
This automatic die exchanger was developed to reduce die costs during high-mix low-volume production.

Material supply
One thin and rectangular piece of material is manually supplied, and then the material is automatically fed.
A feeder (NC servo motor) is installed on the right side and on the left side.
Material (thin and rectangular) is sent to the left and right for machining, for each process.
Die exchange
The die column is slid toward the press for each process, where the die is automatically exchanged.
(* Up to five dies may be loaded)
These functions provide the same benefit of a progressive die or transfer die, but using just a single die.
Only the applicable die needs to be redesigned when the design is changed, which can reduce die costs during fabrication.
Vibration forging
The goal of this experiment was to reduce pressure applied during forging.
We repeated the same process of subtle vertical movement as in vibration blanking, and were able to reduce pressure to one-tenth that of the previous method (1000 KN).

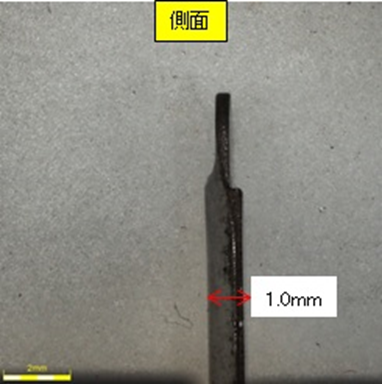
- Material: SUS304CSP-1/2H, t = 1.0 mm
- Machine used: Micro Fabrication Laboratory tabletop screw press 100 KN
- Forging conditions: Forging 1/2 of thickness
Machining conditions:
- Amplitude = Vibrate down 0.03 mm then back 0.02 mm, punched four times