弊社は設立以来、高精度・高難易度塑性加工実験のサポート、利便性を向上させる装置の開発を行ってまいりました。その内容と成果の一部をご紹介します。
なお、この精密プレス加工は、弊社製卓上サーボスクリュープレス機「MCPシリーズ」にて行われました。
※禁・無断転用、転載
3次元構造体

微細加工研究所の卓上精密サーボスクリュープレス機「MCPシリーズ」と自社製順送金型で製作した「3次元構造体」です。医療用検査器具を使用した実験に使用されています。
順送加工でスリットと外形をカットしエンボスを作った板厚0.1mmのナノシート材を、直径1mmのSUS材芯金に指定枚数だけ積層させております。また、積層枚数やエンボス高さ(0.02mm~0.1mmの範囲内での選択)も指定可能です。
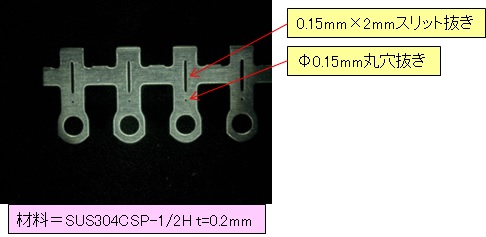
精密順送金型
微細加工研究所では小型でも精密な順送加工が行える順送型の設計製造もおこなっております。
この技術はプレス加工への工法転換やインライン量産化へも大きく貢献しております

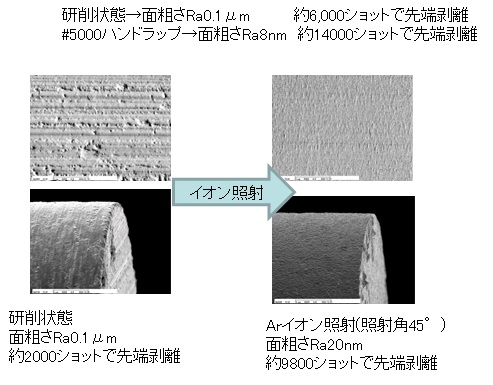
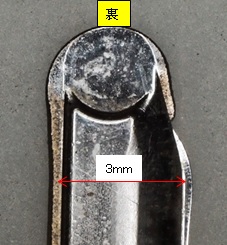
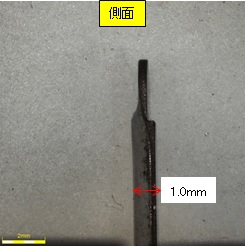
微細穴抜きパンチ耐久試験
弊社で実施した、精密微細穴抜きパンチの耐久試験です。
試験内容と結果についての解説は下記の通りですが、弊社製卓上プレス機の垂直度の高さも証明されました。
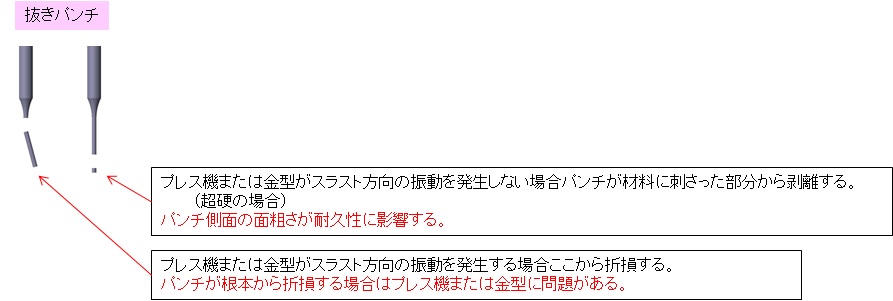
※サンプル写真(丸穴抜きパンチ側面)
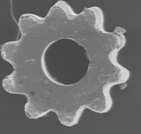
「マイクロギア」抜き加工実験
「どれだけ微細なワークを打ち抜きで、かつ高精度で製作できるか」という実験の成果です。
穴抜きと外径ギア抜きの二工程順送加工で製作しました。
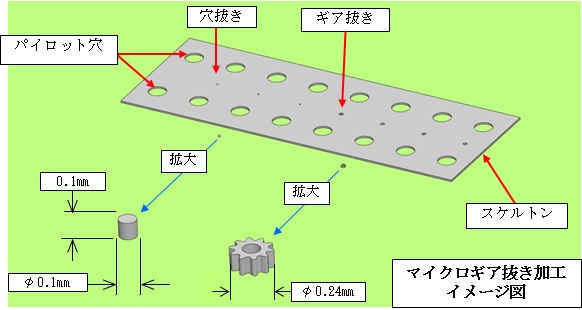
※サンプル寸法
材料:SUS304CSP-1/2H 板厚:0.1mm
寸法:外径φ0.24mm、ピッチ円直径φ0.2mm
歯数:10
ギア間の隙間:0.014mm
(※通常のワイヤーカット加工では加工不可能)
- 使用機械 弊社製卓上スクリュープレス機
(加圧力30KN仕様) - 金型 送り抜き型(型材=微粒子超硬)
- 生産方法 自動加工
- 加工条件 ストローク
長さ=15mm
回転数=60spm
無潤滑

「マイクロカップ」抜き絞り加工
※サンプル寸法
- 材料 SUS304CSP-1/2H または純チタン1種、共に板厚0.05mm
内径φ:0.8mm、高さ0.8mm - 使用機械 弊社製卓上精密スクリュープレス機 30KN仕様機
- 金型 抜き絞り型(型材=微粒子超硬)
- 生産方法 自動加工
- 加工条件
ストローク長さ=15mm
回転数=60spm
無潤滑外径抜きと絞りを同時加工絞り落とし
ブランク径 =φ1.6mm
絞りパンチ径 =φ0.8mm 先端R0.3mm
絞りダイ径 =φ0.95mm 肩R0.3mm

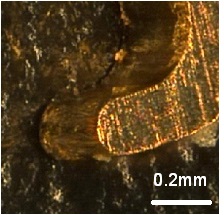
「振動抜き加工」
スクリュープレス機のスライドを0.03mm降ろし0.02mm戻すサイクルを繰り返す(つまり微妙な上下動を高速で繰り返しながら0.01mmずつ下降させていく)のが「高速微細振動抜き加工」です。
過去の実験では、通常の抜き型でファインブランキング(FB)加工と同等の加工精度と剪断面を有し、かつバリの極小化を実現できないかをテーマとしました。 敢えて通常よりパンチとダイのクリアランスを小さくし、2次せん断面が発生する前に微上昇させては再度微下降を高速で繰り返す、という方法で実験に臨んだ結果、上記の条件においてダレとバリの極小化、切断面をオールせん断面化、板厚の半分以下の幅の抜きに成功しました。
- 材料 ベリリューム銅
- 使用機械 卓上精密スクリュープレス機 (30KN仕様)
- 金型 簡易カセット型(型材=微粒子超硬)
- 生産方法 自動加工
- 加工条件
ストローク長さ=15mm
回転数=60spm
無潤滑
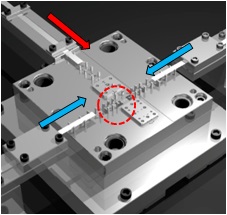
微細部品金型内組立加工
手作業では困難なサイズの微細板金部品の組立を金型内で行うことで、組立の時間コスト低減と製品精度の均一化を実現させる技術。
ある程度の大きさの製品にも応用できますが、MEMSを含めた精密マイクロ機器の製作時における効果が特に大きいことから、平成15~17年度「戦略的基盤技術高度化事業」に採択されました。
上図の人形はその技術の実験の際に製作されたものです。左右(イメージ図青矢印部)と奥から(同赤矢印部)の三方向から材料を送りながら抜き工程を進め、中心部での部品を組み立て、スケルトンを落とすところまでを完全に自動化できました。


- 材料 SUS304CSP-1/2H
板厚 本体 0.2mm 人形部 0.1mm - 使用機械 卓上スクリュープレス機 50KN
送り装置3台 - 金型 順送型(型材=微粒子超硬)
- 生産方法 自動加工
- 加工条件 ストローク長さ=15mm
- 回転数=60spm 無潤滑
本体材料 奥側より供給(赤矢印)
人形部 左右より供給(青矢印)
多品種少量生産用ダイチェンジャーシステム
多品種少量生産時の金型コストの低減を目指して開発した「金型自動交換装置」です。

材料供給
1本の短尺材を手動で供給し、材料送りは自動で行います。
送り装置(NCサーボモーター)は右側と左側に各1機を設置。
工程ごとに材料(短尺材)を左右に往復させ加工を進めます。
金型交換
工程ごとに金型の列をプレス機方向へスライドさせて金型を自動的に交換します。
(※搭載金型数は最大五個)
これらの機能により、単発型を使用して順送型やトランスファーと同様の効果を得られます。
また、設計変更の際に、当該箇所の金型だけを再設計すれば良いため、試作時での金型コストを低減させる効果もあります。
振動鍛造加工
鍛造加工時の加圧力低減を目的とした実験。
「振動抜き加工」と同じく微細な上下動の繰り返しにより、従来工法では1000KNの加圧力が必要とされる加工を、1/10の加圧力で実現させることに成功しました。

- 材料 SUS304CSP-1/2H t=1.0mm
- 使用機械 微細加工研究所製卓上スクリュープレス機 100KN
- 鍛造条件 板厚の1/2鍛造
- 加工条件: 振幅 0.03mm降ろし0.02mm戻しの振動 4回打ち