金型組立
精密微細金型の組立は、部品が極めて小さく破損し易いため細心の注意を要する。
1)各部品の清掃、脱磁チェック
パーツクリーナー等で各部品を清掃する。
極わずかなゴミが付着するだけで組み立てられないことがある。
部品は床に置かず綺麗なウエスの上に置き、その上にウエスで覆う。
※部品をテーブルの上に置き床を掃除したら待ったゴミが部品に付着し、精密金型の摺動部が動かなかったことがある。
脱磁されていることを確認する。
2)研磨バリの除去
研削により精度を要する穴に研磨バリが入り、部品が入らないことがある。
穴の面取りでバリが穴に入り、穴の中に入れる部品が入らないことがある。
(例:ストリッパガイドピン用穴およびガイドブシュ用穴、ノックピン穴、パンチ穴)
研磨バリはダイヤモンドやすり等で除去する。
3)組立
組み立てる際に部品を再度清掃する。
微細精密部品をプレートに入れる際は、部品が穴に対し直角に入るか確認。
指で押し込む、または真鍮棒(Φ15mm程度の)で軽く叩きながら入れる。
※ハンマーは使用しない。
トライ
微細精密用の金型でトライ及び量産を行う場合に、使用するプレス機や周辺設備の性能は極めて重要となる。
金型がプレス機の性能を補うことはなく、プレス機で製品精度は得られない。
精度の低いプレス機を使用して金型の性能に害を与えてはならない。
1)プレス機
I.スラストのガタのなさ
プレス機スライドが横方向に振動しないこと。
※ポストガイドプレス機が好ましい。
II.下死点繰り返し精度
下死点の繰り返し精度にばらつきがある場合は、金型を強い力で突き当てて下死点繰り返し精度のバラつきを抑制する。微細精密金型では、強い力で突き当てるとスラスト振動が発生し微細パンチ折損の原因となる。
※下死点繰り返し精度 ±0.01mm以下
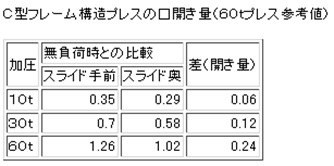
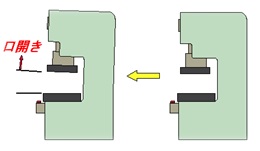
III.プレス機フレームの口開き
Cフレーム構造のプレス機では口開き現象が起こる。
一般的なCフレーム構造機での加圧力による口開き量と下死点位置の変化を下に示す。
2)トライ
I.初回トライ
初回のトライでは金型設計時や組立時では発見されない干渉がある場合があるため、プレス機の下降は慎重に行う
II.下死点位置決め
下死点の位置決め方法について金型設計者の指示を得る
III.安全
トライでのプレス災害がある
機械を操作する際は慎重に安全を確認する
モーターが動いていなくても金型内に手指を入れない